WIRE EDM DEPARTMENT
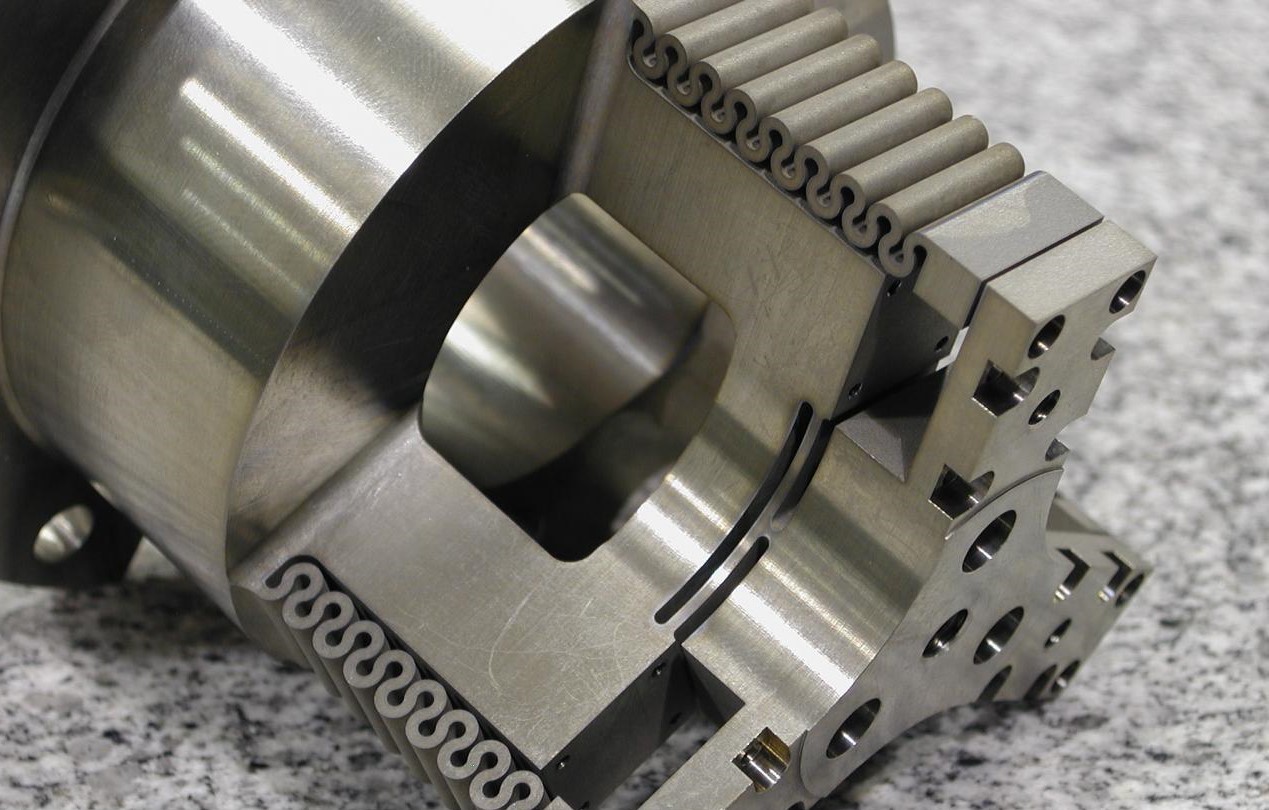
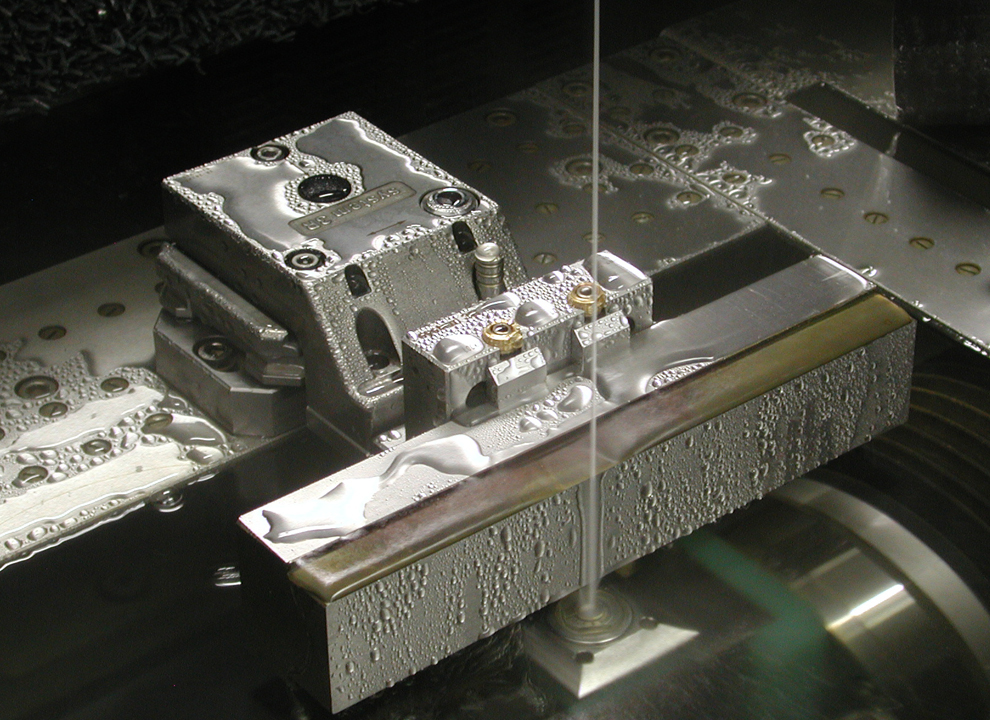
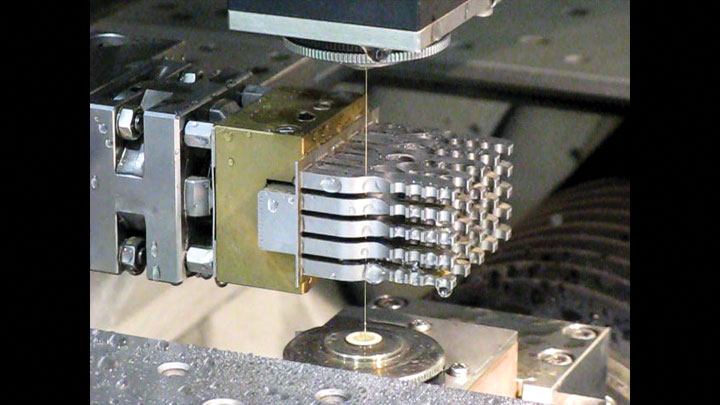
Wire EDM is a cutting operation that utilizes a Computer Numerically Controlled and electrically charged brass wire to “burn” through a raw block or stack of material, producing an extremely accurate cut and clean finish suitable for aerospace and medical applications.
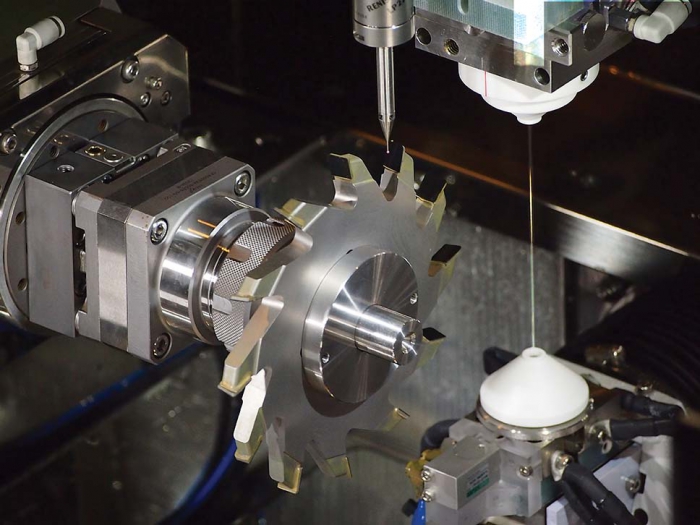
Inotech Machining has the capability to manufacture production parts and tooling components of tight tolerance by utilizing Wire EDM. We specialize in production runs of precision components and tube cut offs, creating fixtures, building spare tooling for metal stamping dies, and sharpening shaped die components.
We use Wire EDM for customer contract work as well as our internal requirements. Inotech Machining can assist your company with its Wire EDM needs from design assistance to final completion. Fixtures used for production runs are designed by our talented Design Engineering Team and built by our experienced toolmakers. Our programmers use CAD information to produce high-volume and low-volume Wire EDM parts in our state-of-the-art Wire EDM machines and to our customer’s custom specifications.
Wire EDM @ Inotech Machining is a core component of our Tool & Die maintenance and repair capabilities. Our Wire EDM department supports our Maintenance Department by providing sharpened or replacement tooling components in order to repair a worn or damaged tool. All jobs that enter our Wire EDM department are analyzed by our Quality Assurance Department to ensure that all dimensions are correct and geometries have been met. Blocks are checked for squareness and absolute size. In-process SPC data collection is utilized to maintain quality in production modes.
We currently run 4-axis machines capable of wire diameters from .004″ to .012″ Our machines have a cuttable travel (XYZ) of 20.5″X 14.5″X 12.0″and minimum corner radius of .0023″ as necessary. We have the capability of working with material in our machines up to 2200 pounds. Wire EDM machine accuracy to within .0001″ repeatability to .00005″ Inotech Machining also has one CDM Drill which allow holes to be drilled as small as .012″ or as large as .250″with a maximum work piece height of 8.0″
Our WIRE EDM equipment include:
- 4 X SODICK WIRE EDM – A325
- 1 X SODICK EDM AQ 535L
- 1 X SODICK AQ 300L
- 1 X SODICK K1C
- 1 X SODICK WIRE EDM - AQ327